Since its establishment in 1964, MBC has carved a niche for itself as a leader in the manufacture of ceramic tower packing. Our products are extensively used in fertilizers, chemicals, petrochemicals, drugs, pharmaceuticals, and the environmental industry. With over five decades of expertise, commitment to quality, and a focus on innovation, MBC continues to set industry standards and deliver unparalleled value to our customers. This article explores our journey, the importance of ceramic tower packing, and why MBC is the best choice for your industrial needs.
The Evolution of MBC
MBC was founded with a vision to revolutionize the ceramic industry through innovation and excellence. Over the years, we have grown from a small manufacturing unit to a global leader in ceramic tower packing, thanks to our relentless pursuit of quality and customer satisfaction.
- Founding Principles: Our journey began with a commitment to delivering high-quality ceramic products that meet the stringent demands of various industries. This commitment remains the cornerstone of our operations.
- Growth and Expansion: Over the past five decades, we have expanded our product portfolio, embraced advanced technologies, and entered new markets. Our growth is a testament to our ability to adapt to changing industry dynamics and customer needs.
- Innovation and Excellence: At MBC, we believe in continuous improvement. Our dedicated R&D team constantly explores new materials, designs, and manufacturing processes to ensure that we stay ahead of industry trends and deliver products that set new benchmarks in performance and reliability.
The Importance of Ceramic Tower Packing
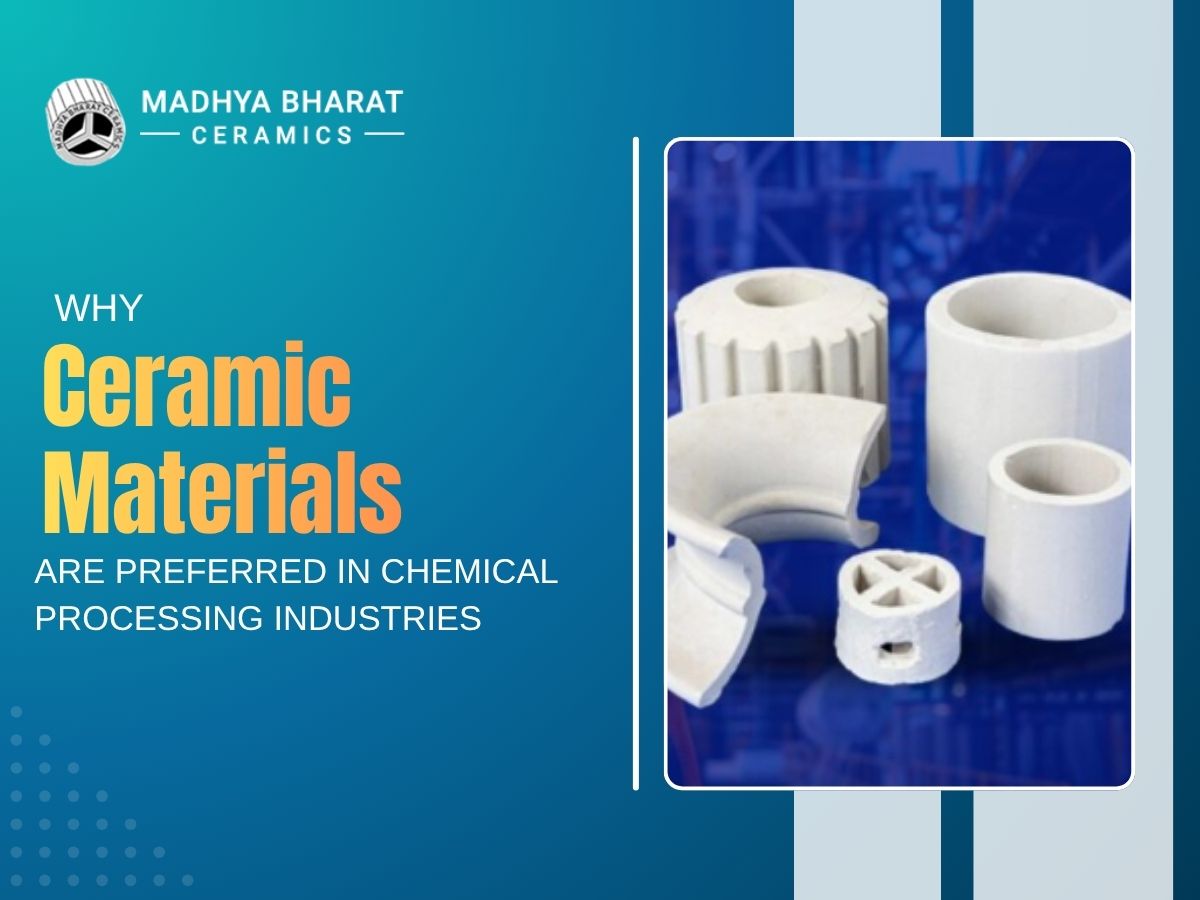
Ceramic tower packing plays a crucial role in various industrial processes, particularly in the chemical, petrochemical, and environmental sectors. These components are designed to enhance the efficiency of mass transfer operations, such as distillation, absorption, and scrubbing, by providing a large surface area for contact between gas and liquid phases.
- High Surface Area: Ceramic tower packing provides a high surface area for gas and liquid contact, which improves mass transfer efficiency and enhances the performance of industrial processes.
- Chemical Resistance: Ceramics are inherently resistant to a wide range of chemicals, making them ideal for use in harsh environments where other materials might degrade.
- Thermal Stability: Ceramic materials can withstand high temperatures, making them suitable for applications that involve extreme thermal conditions.
- Durability and Longevity: Ceramic tower packing is known for its durability and long service life, which translates to reduced maintenance costs and improved operational efficiency for industrial processes.
MBC’s Commitment to Quality
Quality is the cornerstone of MBC’s operations. We adhere to stringent quality control measures at every stage of the manufacturing process to ensure that our products meet the highest standards of performance and reliability.
- Raw Material Selection: We source the finest raw materials to ensure the quality and consistency of our ceramic tower packing. Our suppliers are carefully vetted to meet our strict quality requirements.
- Advanced Manufacturing Processes: Our state-of-the-art manufacturing facilities are equipped with advanced machinery and technologies that enable us to produce high-quality ceramic tower packing with precision and consistency.
- Rigorous Testing and Inspection: Every batch of our ceramic tower packing undergoes rigorous testing and inspection to ensure that it meets or exceeds industry standards. Our quality assurance team conducts comprehensive evaluations to guarantee product performance and reliability.
- Certifications and Standards: MBC holds several industry certifications that validate our commitment to quality and excellence. These certifications reflect our adherence to best practices and our ability to deliver products that meet the specific needs of our clients.
Comprehensive Product Portfolio
MBC offers a comprehensive range of ceramic tower packing products that cater to the diverse needs of various industries. Our product portfolio includes:
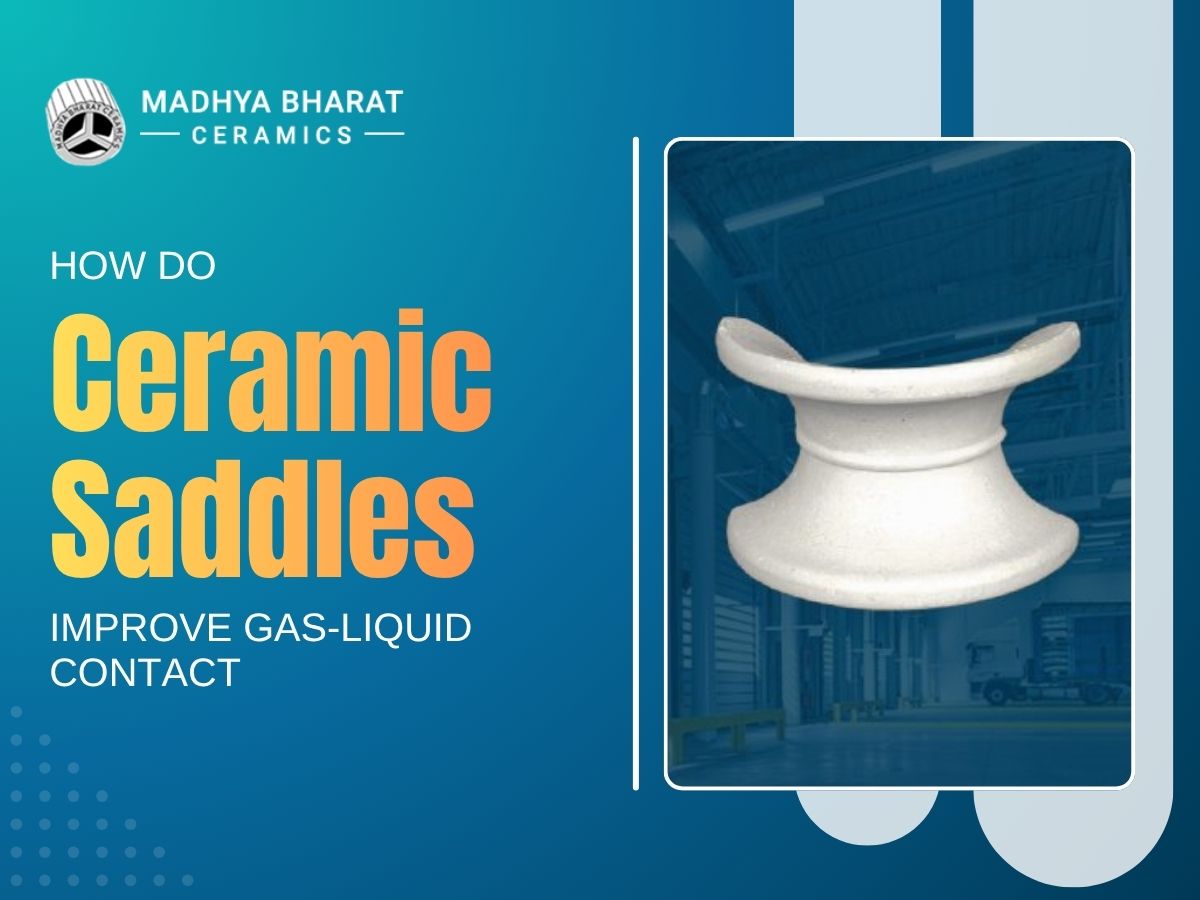
- Saddles: Our ceramic saddles are designed to provide excellent gas-liquid contact and are widely used in distillation, absorption, and scrubbing processes.
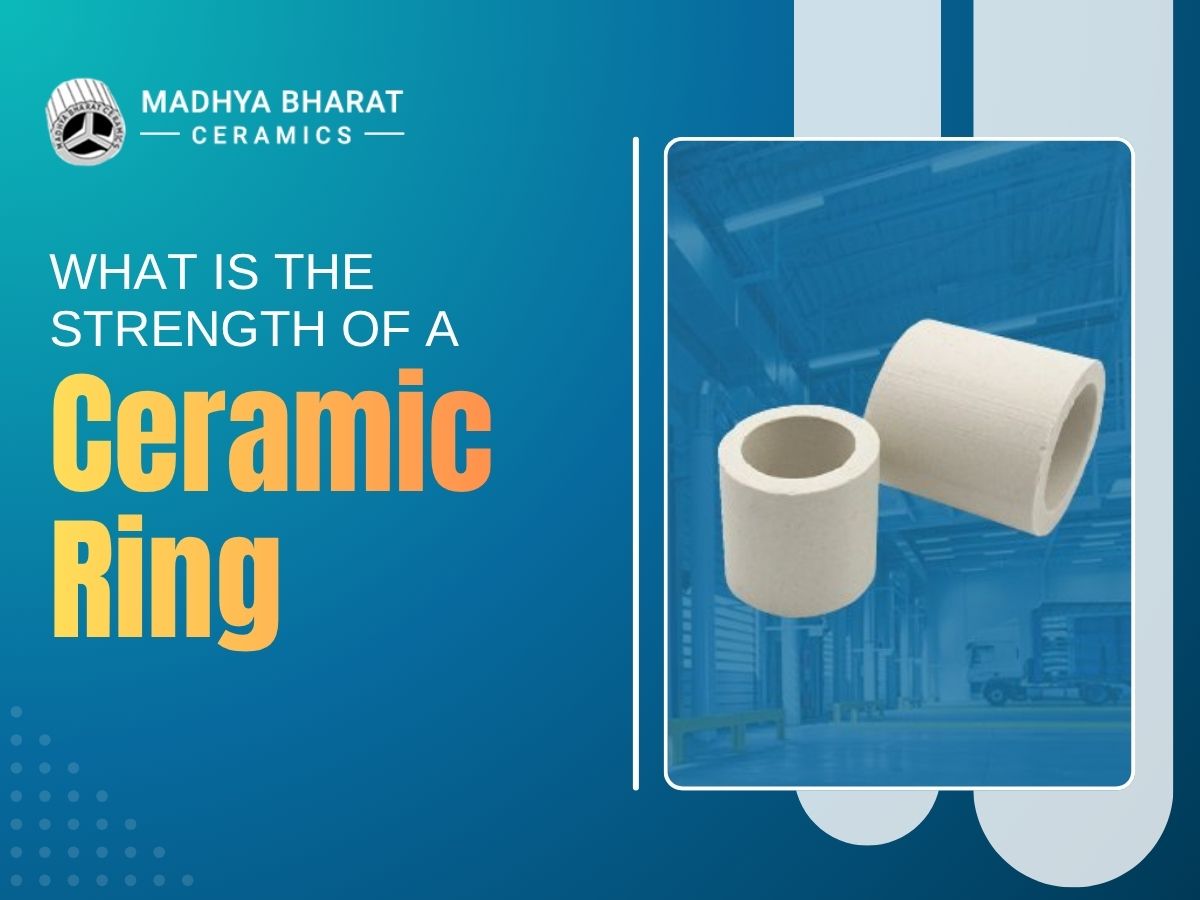
- Raschig Rings: These are cylindrical rings that offer a high surface area for mass transfer operations. Our ceramic Raschig rings are known for their durability and chemical resistance.
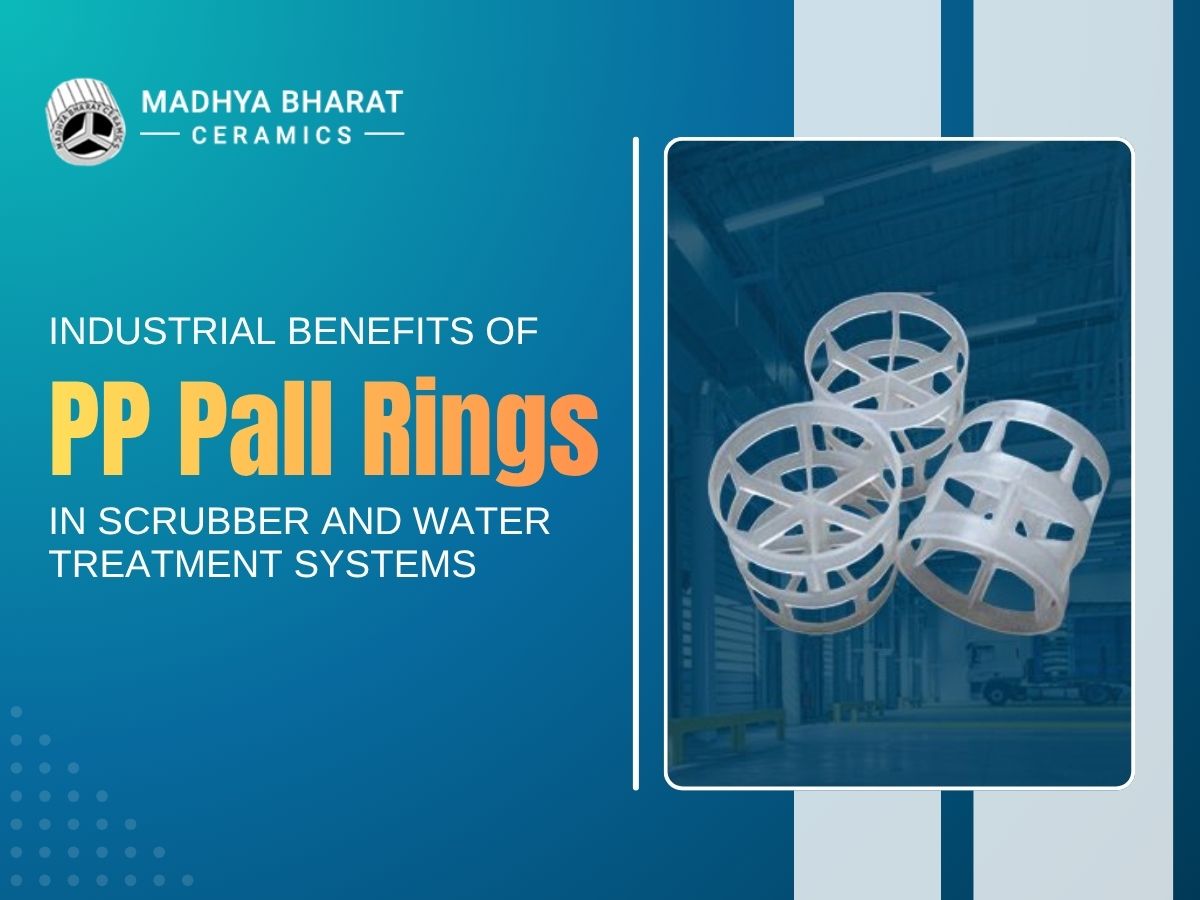
- Pall Rings: Pall rings provide improved gas and liquid distribution compared to traditional packing materials. Our ceramic Pall rings are designed to enhance process efficiency and performance.
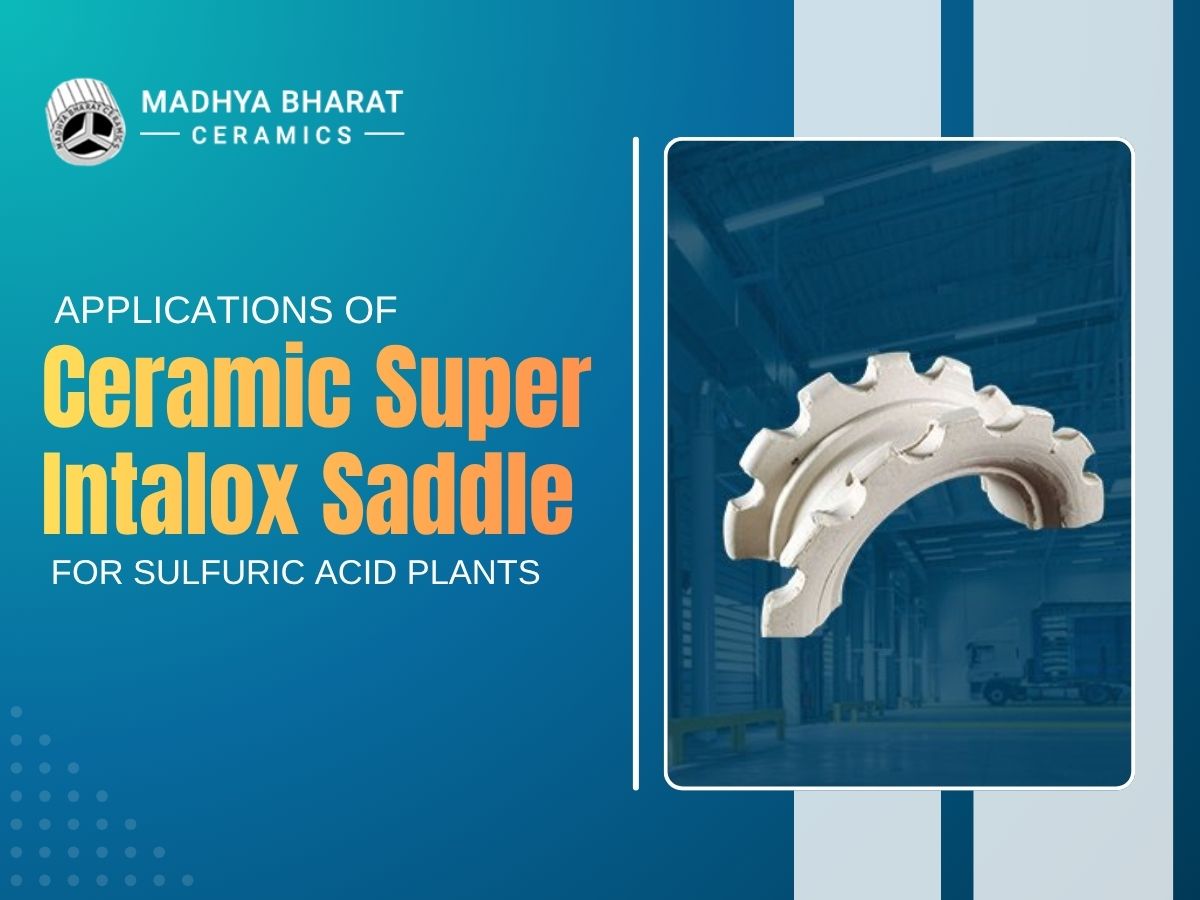
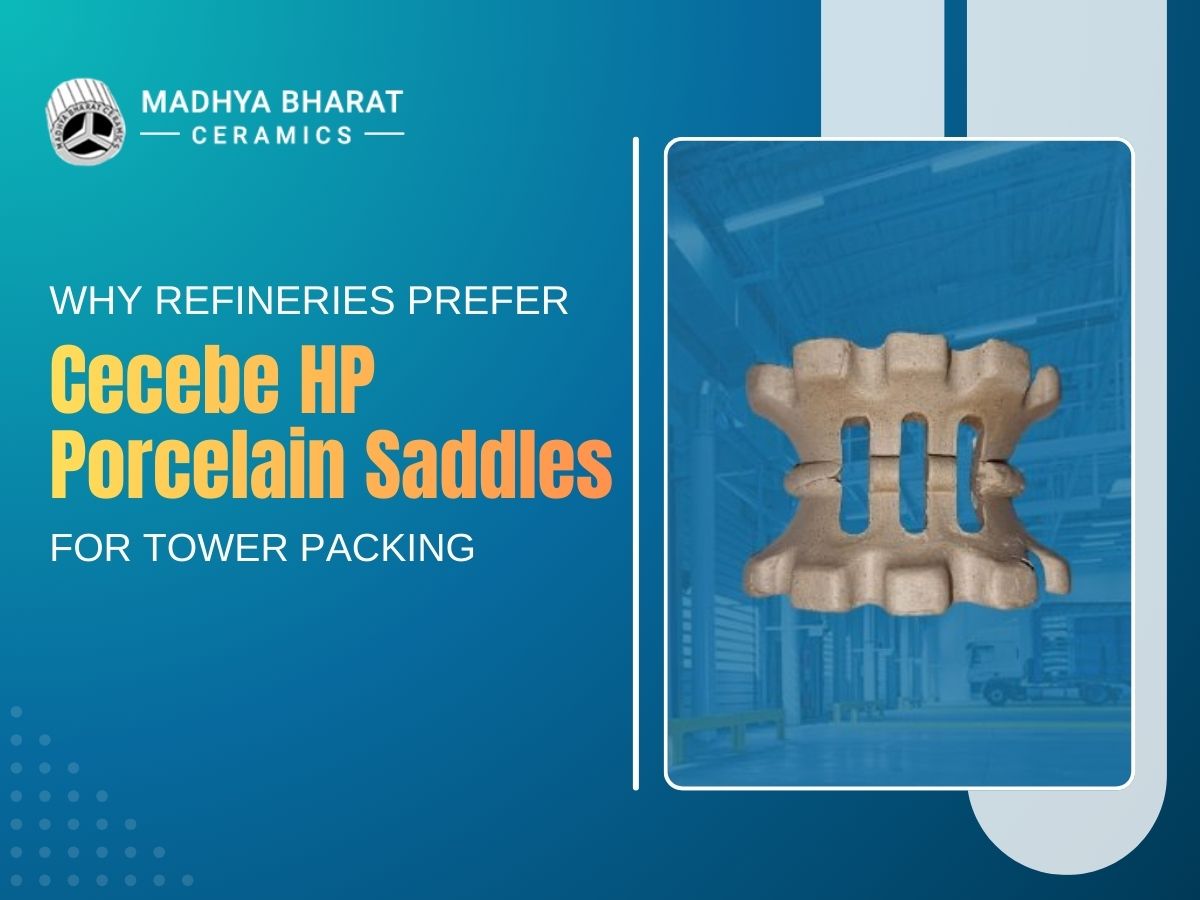
- Intalox Saddles: Intalox saddles are known for their high mechanical strength and resistance to thermal shock. Our ceramic Intalox saddles are used in various high-temperature applications.
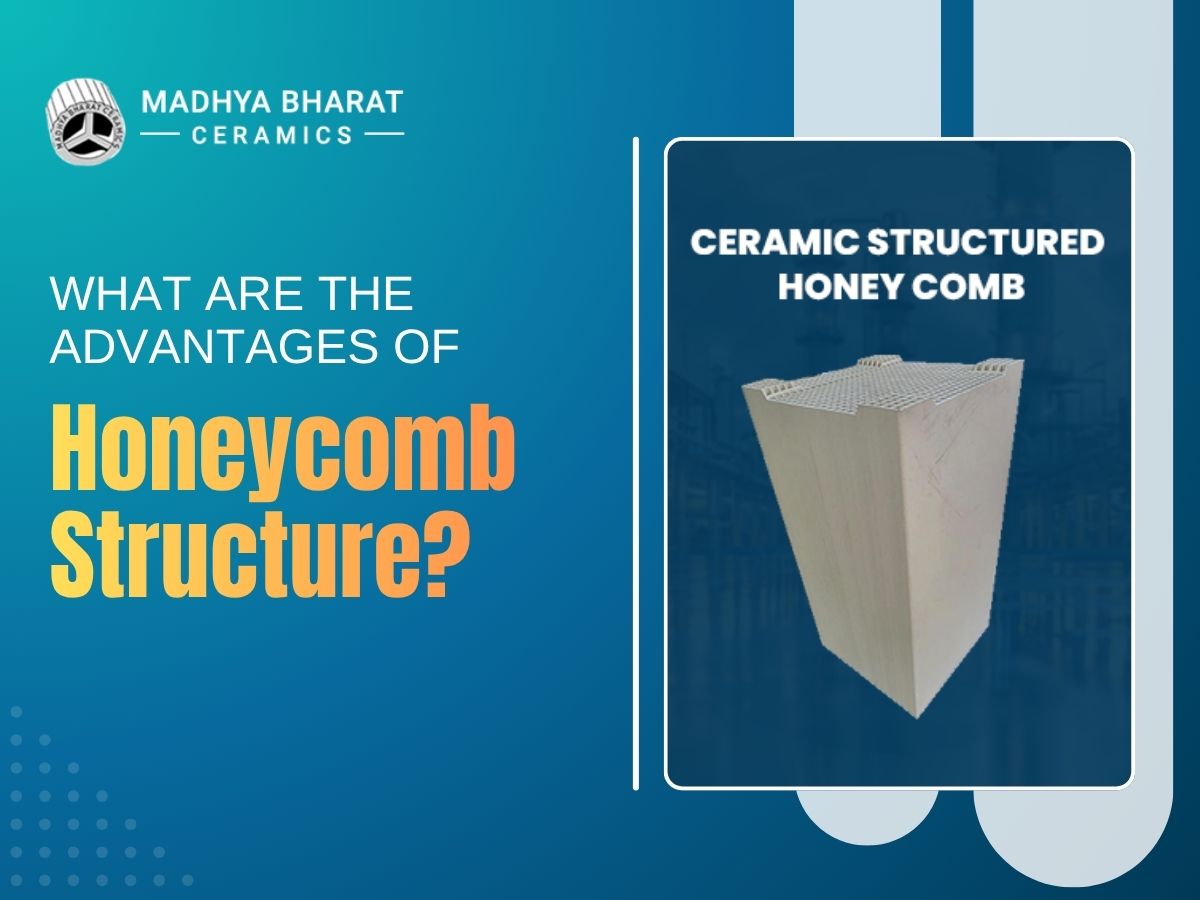
- Structured Packing: Our ceramic structured packing offers a large surface area and uniform gas-liquid distribution, making it ideal for applications that require high-efficiency mass transfer.
Applications Across Industries
MBC’s ceramic tower packing products are extensively used in various industries due to their superior properties and performance. Some of the key sectors we serve include:
- Fertilizers: Our products enhance the efficiency of fertilizer production processes by improving mass transfer and reducing operational costs.
- Chemicals: MBC’s ceramic tower packing is integral to chemical manufacturing processes, providing durability and reliability in harsh environments.
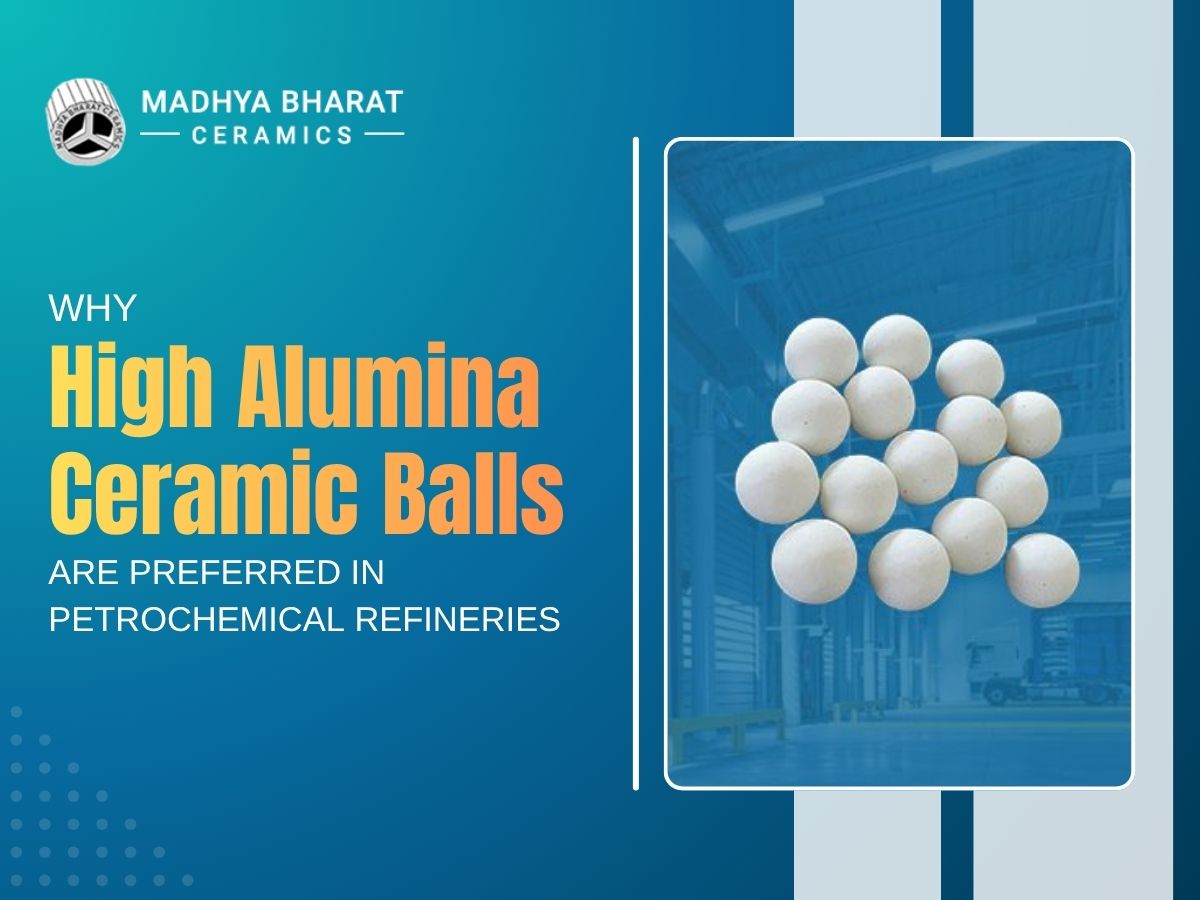
- Petrochemicals: Our products are used in petrochemical processes to improve efficiency, reduce energy consumption, and lower operational costs.
- Drugs and Pharmaceuticals: We supply materials that meet the stringent requirements of the pharmaceutical industry, ensuring safety, efficacy, and regulatory compliance.
- Environmental Management: MBC’s ceramic tower packing is used in environmental management processes, including waste treatment and pollution control, to promote sustainability and efficiency.
FAQs about MBC’s Ceramic Tower Packing
- What makes MBC’s ceramic tower packing superior to other materials?
- MBC’s ceramic tower packing offers high surface area, chemical resistance, thermal stability, and durability, making it ideal for demanding industrial applications.
- How does MBC ensure the quality of its ceramic tower packing products?
- We adhere to stringent quality control measures, including raw material selection, advanced manufacturing processes, and rigorous testing and inspection, to ensure product performance and reliability.
- Can MBC customize ceramic tower packing for specific applications?
- Yes, we work closely with our clients to understand their unique requirements and provide tailored solutions that meet the specific demands of each application.
- What industries can benefit from MBC’s ceramic tower packing?
- Our products are extensively used in fertilizers, chemicals, petrochemicals, drugs, pharmaceuticals, and environmental management, among other industries.
- How does MBC contribute to environmental sustainability?
- We are committed to developing eco-friendly materials and adopting sustainable manufacturing practices that minimize our environmental impact while delivering superior products.
Conclusion and Call to Action
In conclusion, MBC’s over five decades of excellence in ceramic tower packing reflect our unwavering commitment to quality, innovation, and customer satisfaction. Our state-of-the-art facilities, expert team, and comprehensive product portfolio position us as the preferred partner for clients across diverse industries. Whether you require ceramic saddles, Raschig rings, Pall rings, Intalox saddles, or structured packing, MBC has the expertise and resources to meet your needs.
Take the next step towards advanced material solutions that deliver exceptional performance and reliability. Contact MBC Group today to learn more about our products and services and discover how we can help you achieve your goals. Your success is our priority, and we are here to support you every step of the way. Reach out to MBC Group now and experience the future of ceramic tower packing.